

 歡迎光臨亮銀鋁制品官方網站!
歡迎光臨亮銀鋁制品官方網站!


一模多出(孔)鋁擠壓加工模孔配置
鋁擠壓加工中采用單孔棒模時,應將模孔的中心置于模子中心上。采用多孔模擠壓時,金屬流動要比單孔模均勻,故可減少中心縮尾形成的幾率。但是,如果模孔排列不當,會使擠出的制品長短不齊,增加幾何廢料,惡化表面質量,或者由于靠近擠壓筒邊緣,使制品表面產生起皮、分層等缺陷。
此外,多模孔過于靠近擠壓筒邊緣時由于內側金屬供應量大、流動速度塊,而外側由于金屬供應量不足,流動速度慢,會造成制品出現外側裂紋。當模孔太靠近鋁擠壓加工筒中心時,外側金屬供應量大于內側,則制品易出現內側裂紋。
所以,應將多孔模模孔的理論中心均勻分布距模子中心和擠壓筒邊緣有合適距離的同心圓周上,同心圓直徑D同與擠壓筒直徑D筒之間的關系由以下經驗公式來確定:

式中:
D同——多孔模模孔理論重心的同心圓直徑;
D筒——擠壓筒直徑;
n ——模孔數(n≧2);
ɑ——經驗系數,鋁合金擠壓時取2.5~2.8,n值大時取下限,D筒值大時取上限,一般取為2.6。
D同求出之后,還必須綜合考慮模具鋼材的節約和工模具規格的系列化和互換性(如模支承、模墊、導路等的通用性等)以及提高生產效率和制品質量等因素,然后對D同進行必要的調整。
2)鋁及鋁合金型材一模多出擠壓模具結構設計與模孔布置
① 普通型材模具結構設計與模孔布置
采用多孔模擠壓普通型材的目的是為了提高擠壓機的生產率和成品率,降低擠壓系數和減少擠壓力,減短擠出長度以適應擠壓機工作臺的結構等,在生產非對稱的復雜型材時,為了均衡金屬的流速,有時也采用多孔模擠壓。
A. 模孔數目的選擇原則
多孔型材模模孔數目的選擇原則與多孔棒模的選擇基本相同,主要應考慮擠壓系數λ的影響,保證模子強度,金屬流動的均勻性和制品的表面質量,與多孔棒模相比,在選擇多孔型材模模孔數目時應注意:
a. 應保證有足夠大擠壓系數,為了保證制品的力學性能,擠壓型材時的擠壓系數應大于12.擠壓系數的最大值,應根據擠壓筒的比壓、合金性質、擠壓的難易程度等因素來決定,對于難擠合金,一般說λ不應大于50,對于易擠壓金屬或合金,λ可大于100以上,特別是對于軟鋁民用建筑型材來說,根據型材的形狀和尺寸,λ可大至300以上,由于型材的壁厚一般比較薄,容易中斷,因此其擠出長度可不受擠壓機工作臺長度的限制,所以也允許采用較大的擠壓系數,擠出較長的型材。
b.型材的形狀比棒材復雜得多,而且壁厚較薄且不均勻,所以金屬流動的均勻性比棒材差得多,很容易產生擠出長度不齊、波浪、扭曲等缺陷,所以模孔不宜過多,否則可能纏繞在一起,大大影響制品的表面質量,甚至引起堵模。對于鋁合金型材來說,一般取2,3,4,6個模孔。在特殊情況下,或采取了特殊的工藝措施之后也可多至12個孔。
B.多孔型材模的布置
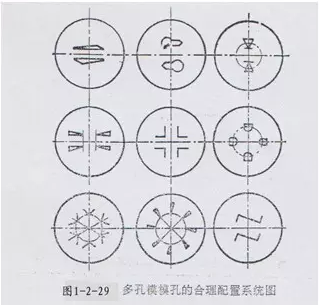
擠壓兩孔或多孔型材時,模孔的布置必須遵守中心對稱原則,而可以不遵守軸對稱原則。見圖1
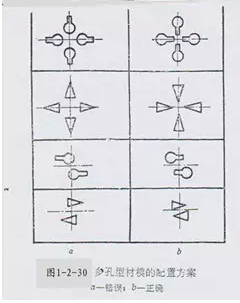
在配置模孔時,應考慮到模孔離擠壓筒中心的距離不同,金屬流動速度有差異的現象,因此型材斷面上薄壁部分應向著模子的中心,而壁厚部分應向著模子的邊緣,見圖2,這種布置,還可提高模孔之間的連接部分的強度。
對于對稱性較好,且斷面上各處的壁厚相差不大的型材,可將型材模孔的重心均布在以模子中心為圓心的圓周上。為了保證模子的強度,多孔型材模孔之間應保持一定的距離,在實際生產中對于8000噸以上的大型擠壓機取60mm以上,5000噸擠壓機取35~50mm,而對于2000噸以下的擠壓機可取20~30mm。
為了保證制品的質量,配置多孔模時還必須考慮模孔邊緣與擠壓筒壁之間的距離,當這個距離太小時,制品邊緣會出現成層等缺陷,表2列出了模孔與擠壓筒壁間的最小允許距離。

模孔間距和模孔邊緣與擠壓筒壁之間的距離也應系列化,以利于模墊、前環等大型基本工具及導路等有互換性和通用性。
根據具體的擠壓條件,對型材的形狀和尺寸,擠壓筒和模具的規格,產品的要求,模子的強度以及需要采用工具的情況等進行了詳細分析,并確定出矛盾的主要方面之后,可以采用不同的形式對多孔模進行排列。
② 一模多出用舌型模的結構設計與模孔布置舉例
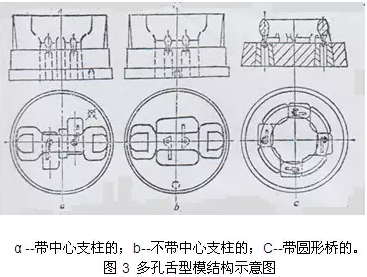
用帶有多個舌芯的舌型模可同時擠壓多根空心型材。舌芯可布置在中心支柱上,也可布置在圓形橋上,但各根型材應盡量對稱布置,以保證金屬流動均勻,有利模具強度的提高,見圖3。
③ 一模多出用平面分流組合模的結構設計與模孔布置
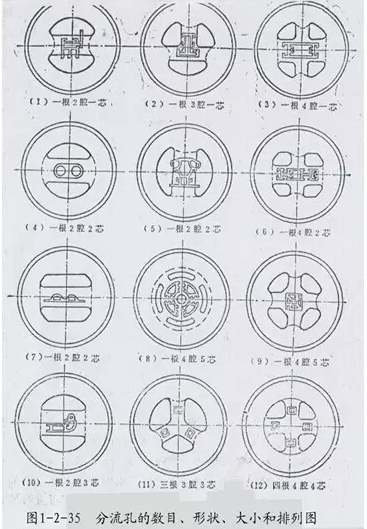
平面分流組合模是鋁及鋁合金空心制品組合模的一種,但平面分流組合模更適合于鋁擠壓加工多孔內腔十分復雜的空心型材與管材,也可以同時生產多根空心制品,所以生產效率高,這一點比橋式舌型模要優越得多。一模多出的平面分流模結構設計與一模單根的平面分流模完全相同,只是分流孔的形狀、斷面尺寸、數目及其分布有所區別。帶有可折式分流橋的叉架式分流模也可同時擠壓多根空心制品,見圖4為單根與多根平面分流模的分流孔的數目、大小、形狀與排列布置舉例。
相關資訊




推薦產品




同類文章排行
- 常見的鋁型材表面處理方式
- 大家一起說說哪些,鋁型材加工、定制、型材分類及用途
- 簡單描述下鋁制品
- 鋁型材表面劃傷的原因以及解決方法
- 【亮銀】鋁型材散熱器因其優越的性能被廣泛應用
- LED燈具為何要選用鋁型材制作?
- 空心、平面、長斷面鋁型材模具的優化與設計
- 鋁型材氧化膜性能分析以及質量評價
- 鋁型材擠壓時產生殘留空氣的原因及解決辦法
- 解決鋁型材擠壓時出現的短條和劃線缺陷的方法
最新資訊文章
- 常見的鋁型材表面處理方式
- 大家一起說說哪些,鋁型材加工、定制、型材分類及用途
- 簡單描述下鋁制品
- 鋁型材表面劃傷的原因以及解決方法
- 【亮銀】鋁型材散熱器因其優越的性能被廣泛應用
- LED燈具為何要選用鋁型材制作?
- 空心、平面、長斷面鋁型材模具的優化與設計
- 鋁型材氧化膜性能分析以及質量評價
- 鋁型材擠壓時產生殘留空氣的原因及解決辦法
- 解決鋁型材擠壓時出現的短條和劃線缺陷的方法
您的瀏覽歷史
