

 歡迎光臨亮銀鋁制品官方網站!
歡迎光臨亮銀鋁制品官方網站!


空心、平面、長斷面鋁型材模具的優化與設計
1、部分大斷面空心鋁型材模具的優化
斷面空心比較大的空心鋁型材在常規設計情況下,常出現大面起波,平面間隙超差,明顯焊縫等缺陷,出現這些問題,通常是緣于模具設計結構的不合理性。為此,筆者在模具設計上:上模采用偏橋,下模在料倉內加凸筋的設計方案。模具設計示意圖見圖1。
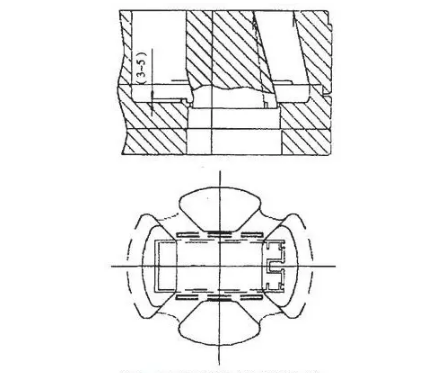
由于在生產過程中,型材大面起波、平面間隙超差等缺陷-般是因為大面分流孔接近中心,金屬流速快而引起的,因此在焊合室中大面模孔前置一適當長度的凸筋,這樣,當金屬流向模孔時,凸筋象一道矮墻對金屬的流動起到阻礙作用,若阻礙作用太過,也便于修模。同時,相應地對某些焊縫的質量也起到了優化作用。
對于一些矩形腔,長寬比比較大的方管型材,焊合線常明顯的出現在大面裝飾面上。現可將對稱式橋改為偏橋式,設計示意圖見圖2。
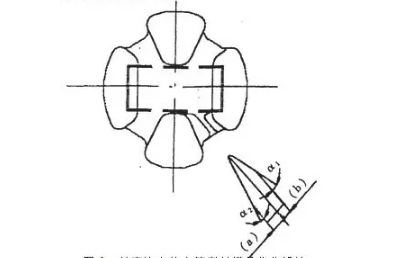
焊縫是由于金屬流動通過分流孔在分流橋下進入摸孔前沒有得到充分焊合而形成的。獲得高強優質焊縫當然是我們理想所在。但是如果在生產過程中,焊縫不可避免的出現在型材大面或裝飾面上,那不妨使其盡量遠離大面或裝飾面。在如(圖2)形式分流孔情況下,使模橋中線向外偏移,(a:b=2:1、a1=a2)。通常,由于大面分流孔中的金屬流動速度快,當分流橋的形式設計為偏橋式時,這樣,增加了大面分流孔中的料流向兩側填充的空間,且隨著分流橋中心線的向外偏移,則料流焊臺位置也隨之外移。因此,這樣即調整了大面金屬流速,又使焊縫遠離中心大面。
2、雙模孔易偏壁空心鋁型材模具的優化
通常情況下,無論兩模孔是上下排放,還是左右排放,都會由于靠近中心一側的金屬流速快,供料充足而使上模模芯向外發生彈性變形造成型材遠離中心一則壁薄的偏壁缺陷。因此在模具設計過程中,在型材斷面尺寸放量時,將通常產生偏壁的斷面尺寸預先留出偏移余量。如果兩模孔共用中心分流孔,為了兩模孔的供料保證相對穩定,在料倉中兩孔中間位置可以加一隔板式分流筋,也有利于修模。
3、小開口、懸壁面積大的平面鋁型材模具的優化
此種型材在通常全面直給料的平面模設計情況下,很容易出現懸臂彈性變形大,以至于發生斷裂、掉塊等情形。此種情況下,可以將其設計成吊芯模,只是修模不很容易。有些型材開口非常小,幾乎閉合,此種可采用組合模式,但開口處需要配合緊密。
一般的開口小,懇臂面積大的平面型材可將直給供料板設計為橋式供料板或懸壁橋式供料板、將受力的懸壁面置于橋下,這樣可以對型材懸臂進行保護,當金屬料流填充模孔時,來自供料板的金屬流通過橋式供料板的橋對懸臂的遮擋不用直接作用其上,即減輕了模具懸臂所承受的正壓力,從而改善懸臂的受力狀態。延長了模具的使用壽命。
4、長厚比比較大的長斷面平面鋁型材模具的優化設計
因型材長厚比比較大,壁厚有時比較薄,靠近中心的金屬流速比較快,僅僅用工作帶的長短來調整模孔各處的料流速度是有限的,所以易產生變形缺陷。現采用(圖4-2)所示的橋式供料飯,這樣可以有效的調整中間的金屬流速,從而使模孔各處料流速度均衡,能夠收到良好效果。
5、結論
實踐證明,以上幾種鋁型擠壓模具設計的優化在實際生產中都是行之有效的。擠出的鋁合金型材較之過去相比,成形好、尺寸精度、易保證、表面質量也得到了良好的改善。從而,大大提高了型材擠壓的生產效率和降低了產品生產成本。
對于鋁型材產品擠壓模具設計,隨著社會各行業的飛速發展,型材斷面形狀隨之復雜化、多樣化,按常規常見形式設計,存在許多不足。所以,要得到優質型材,就得在生產、生活中不斷地學習、積累,不斷地改造和創新。
相關資訊




推薦產品




同類文章排行
- 常見的鋁型材表面處理方式
- 大家一起說說哪些,鋁型材加工、定制、型材分類及用途
- 簡單描述下鋁制品
- 鋁型材表面劃傷的原因以及解決方法
- 【亮銀】鋁型材散熱器因其優越的性能被廣泛應用
- LED燈具為何要選用鋁型材制作?
- 空心、平面、長斷面鋁型材模具的優化與設計
- 鋁型材氧化膜性能分析以及質量評價
- 鋁型材擠壓時產生殘留空氣的原因及解決辦法
- 解決鋁型材擠壓時出現的短條和劃線缺陷的方法
最新資訊文章
- 常見的鋁型材表面處理方式
- 大家一起說說哪些,鋁型材加工、定制、型材分類及用途
- 簡單描述下鋁制品
- 鋁型材表面劃傷的原因以及解決方法
- 【亮銀】鋁型材散熱器因其優越的性能被廣泛應用
- LED燈具為何要選用鋁型材制作?
- 空心、平面、長斷面鋁型材模具的優化與設計
- 鋁型材氧化膜性能分析以及質量評價
- 鋁型材擠壓時產生殘留空氣的原因及解決辦法
- 解決鋁型材擠壓時出現的短條和劃線缺陷的方法
您的瀏覽歷史
